 EN
EN

 全国服务电话 075528990558
全国服务电话 075528990558 地址:深圳市龙岗区南联向银路71号汇川科技园华鹏艾伟大厦A栋
发布时间:2025-11-10 15:59 人气:
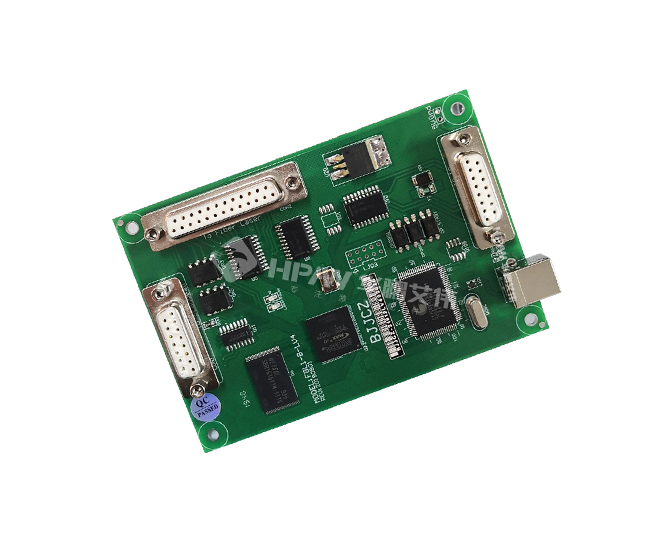
金橙子激光打标机边转边打卡用于旋转轴标刻矢量图,接缝无法消除的情况下。可进行位图加工。使用此卡无需调用任何插件界面,线连好后直接打开标准软件即可。以下针对我们遇到客户反馈比较多...
边转边打卡应用于旋转轴标刻矢量图,接缝无法消除的情况下。可进行位图加工。使用此卡无需调用任何插件界面,线连好后直接打开标准软件即可。以下针对我们遇到客户反馈比较多的几个问题进行说明。

一、边转边打和旋转轴标刻的区别
EZCAD2软件内旋转轴标刻,是使用我们的标准打标卡(如V4卡)扩展轴输出口对轴进行控制,是一路单独的脉冲信号。边转边打是采集打标卡两路振镜信号的其中一路(一般取X轴方向信号),使用边转边打卡将该信号单独分离出来对轴进行控制,因此在使用边转边打时振镜内只有一个轴(一般情况是Y轴)能动,因为振镜X轴信号被边转边打卡取出用来控制外接旋转轴了。(以下举例均为采集X轴信号)
二、边转边打卡的模式
1)正常模式:不短接任何线路。此时接入的边转边打卡不起任何作用。
2)边转边打模式:此模式短接IN0和GND。支持位图、矢量图、文字等加工模式。如果不加工填充、位图。加工速度可以适当进行加大。
3)扫描模式:短接IN0和IN1和GND。此模式只试用于Y轴垂直方向填充加工,不可用于矢量图和绕边打。填充模式推荐使用弓形填充,填充间距大于0.1.推荐速度为30.跳转速度50.具体细节根据实际情况来优化。
三、校正方式
先做正常打标模式下的幅面校正,即先校正平面打标的幅面,建议使用软件内部校正方案。然后切换为边转边打模式,使用相纸将轴包裹好,调节到焦点位置。再次使用软件内部校正方式进行轴的校正。一般在做好正常振镜模式校正后,只需要对X方向(即轴运动)的长度进行比例纠正即可。
四、使用边转边打卡时的加工参数设置我们强烈建议客户使用伺服电机来做边转边打卡外接轴。通过边转边打的工作方式就可知道在应用中几个参数的注意事项。建议客户初次调试时,使用下列推荐参数。
标刻速度:≦20 跳转速度:≦30 功率:1%
以上参数不唯一,在使边转边打能正常工作的情况下可以逐步调整优化各个参数。
五、接线问题
外接轴接线:边转边打卡采用的是共阴接法。即外接轴驱动器的PUL−和DIR−接到边转边打卡CON2的GND上。驱动器PUL+和DIR+接到卡CON2的PUL和DIR上。
共地接线:边转边打卡地线需要和打标卡地线共地。即边转边打卡J1端口的1号脚需要与打标卡(以V4卡举例)CON4的12号脚连接。
六、常见问题:
1、如何判断边转边打卡是否正常工作。
板卡上的黄色LED灯为电源指示灯,供电正常亮起,红色灯为脉冲输出指示灯,当有脉冲输出信号时会亮。首先边转边打卡在上电时红色指示灯会闪一下。上电后黄色指示灯常亮。在切换成边转边打模式,振镜接线正常情况下。标刻矩形过程中,如果边转边打卡取的是振镜X轴的信号,那么在加工X方向时边转边打卡的红色指示灯会闪烁。如果红色指示灯一直未亮,请检查打标卡到边转边打卡振镜线是否正常,两个卡地脚是否导通。如果均正常检查是否切换到边转边打模式。如果仍不亮请联系金橙子技术人员。
2、接线全部正常,边转边打卡红色指示灯也有指示,但点击标刻,轴剧烈运动一下就不运动了,或者轴转动卡顿。
此种情况是客户的标刻速度设置非常快,初次调试时请务必按推荐参数来进行调试。并且需要注意跳转速度的设置。
3、标刻出来的尺寸与绘制的不符。
没有对边转边打模式进行校正,需要手动做一个校正。例如标刻一个30X60的矩形,测量矩形长宽。使用软件内部校正填入进去。
4、边转边打卡有脉冲输出(红色指示灯亮),标刻矩形振镜有动作但轴不转。
请检查边转边打卡与轴驱动器接线是否正常,电机连线是否正确,供电是否正常。如果均正常使用示波器监测DIR和PUL信号是否有输出。如果无输出可能是边转边打卡损坏。请联系金橙子技术人员。
本文地址:https://www.hpaw.com/baike/303.html
上一篇:激光保护镜片的选购及清洁
下一篇:激光晶体棒的特点及应用
相关推荐
随机产品
华鹏艾伟是一家专业的激光打标机配件、激光焊接机配件、激光切割机配件等激光全套配件综合解决方案品牌供应商和批发商!
地址:深圳市龙岗区南联向银路71号汇川科技园华鹏艾伟大厦A栋 TEL:0755-28990558
服务热线









