 EN
EN

 全国服务电话 075528990558
全国服务电话 075528990558 地址:深圳市龙岗区南联向银路71号汇川科技园华鹏艾伟大厦A栋
发布时间:2025-10-10 11:56 人气:
一、光纤激光功率缓升缓降设置
光纤激光的功率用0~10V电压(或者0~4V)控制,但当DA电压增大或者减小时,功率不能立即增大或减小,当焊接收尾关激光时,如果激光功率很大时突然关光,收尾处会出现一个小坑。解决这一问题的办法:增加收尾段的长度(一般设置8~10mm),拉低收尾段DA和PWM曲线,使激光功率降低后再关激光。图1为收尾段激光功率缓降波形设置,其中红线为DA电压,蓝线为PWM占空比。图a 正确设置; b 电压下降太快,造成收尾段没有激光,收尾前有坑;c 电压下降太慢,激光功率降不下来,收尾有坑。
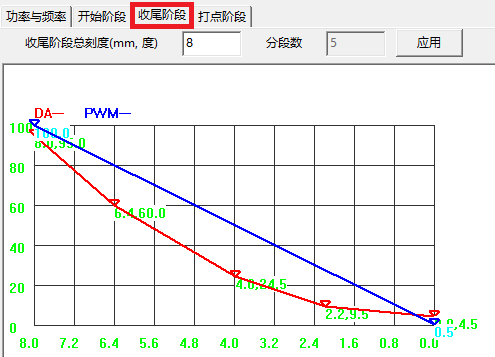
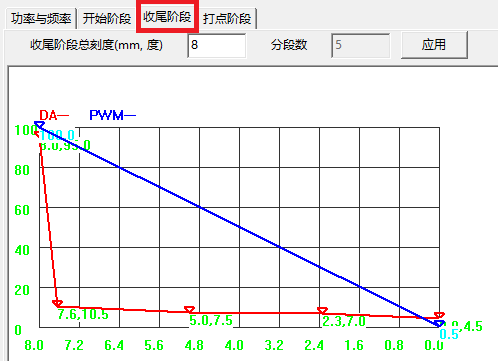
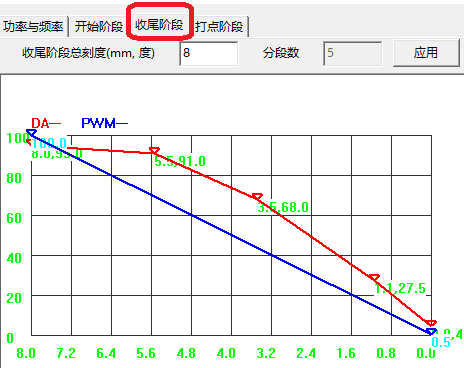
图1 a 正确设置 b 电压下降太快 c 电压下降太慢

图2 激光功率缓升缓降效果
二、 激光焊接起始段重叠
因为设置有激光功率缓升缓降,起始段和收尾段激光功率比较小,因此,焊接封闭轮廓时,起始段需要重叠一部分,在特殊工艺参数设置中设置起始段重叠距离。
三、 X C 两轴联动端面激光熔覆
指令: G06 R R P 参数分别用端面圆环内孔半径,外圆半径和每圈之间距离。程序按恒线速度匀速走阿基米德螺线,X轴沿半径方向向外移动,C轴旋转,实现端面均匀熔覆。
例:
G06 R50 R110 P2
表示端面圆环内孔半径 50mm,外圆半径110mm, 每圈之间距离2mm。
四、 精确控制送丝与回丝
焊接铝合金门窗等工件时,因为材质脆,直接熔化金属焊不牢,一般采用送丝焊,有两种送丝方式,一种是用开关量控制送丝机(在特殊工艺参数设置中设置提前关送丝距离),采用这种方式时,送丝回丝速度,送丝回丝长度等不好精确控制。第二种方式是用数控轴(A轴或B轴)精确控制步进电机送丝,送丝回丝速度,回丝长度,预送丝长度等在特殊工艺参数中设置。
五、 手动微调焊缝纠偏
当工件的一致性不太好,每个工件的实际焊缝轨迹与程序运动轨迹之间可能有偏差,焊接加工时,可以按键盘上的 ↑ ↓ ← → 箭头(或者外部手动移动按钮),实现焊缝微调,找准焊缝。微调快慢在特殊工艺参数设置中设置“焊接矫正单步手动微调脉冲数”(请运行带微调的CNC2000程序)。

六、 旋转轴(C轴,A轴, B轴)速度调节
旋转轴一般按角度编程,当工件轨迹的旋转半径小于57mm时,旋转相同角度时弧长小于角度值,实际加工线速度小,反之,加工线速度大,为了使编程速度与实际加工线速度基本一致,可在特殊工艺参数中,设置旋转轴的速度倍率系数。
七、 精确校准旋转轴C轴脉冲当量
一般旋转轴都需要接1:10 至 1:20左右的减速机,但所有减速机的减速比都存在微小误差。所以,通过计算得到C轴脉冲当量,运行多圈后C轴还会有误差。
CNC2000软件自动找准C轴的脉冲当量:
1 在参数设置中设置通过计算得到的C轴的脉冲当量。
2 将C轴移动到0度位置,做记号,并将坐标清零。
3 手动旋转整数圈(如3圈),微调至与记号完全重合,记录当前C轴的坐标值(如 1080.012)。
4 将该实际角度值填入参数设置的“C轴旋转n圈 微调到整圈后的坐标值”, 软件会自动精确计算C轴的脉冲当量。旋转圈数越多,精度越高。

八、 如何实现自动生产线上的逻辑编程
因为逻辑编程语句不好记忆,在CNC2000的编辑菜单的最后一项增加了逻辑编程菜单,可以自动插入逻辑语句,如:
IF IN1 GOTO A0
WAIT IN1
请参考说明书“14 CNC2000逻辑编程”。
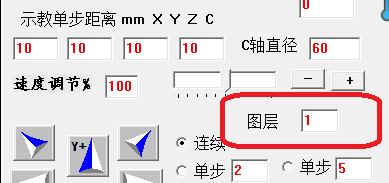
九、 分段选用不同激光功率和不同速度焊接
在电源中设置每层(左工位5层,右工位5层共10层)的激光功率,PWM频率和占空比,加工速度等参数,在示教编程中,把需要不同功率加工的线段设置为不同的层。如下图:
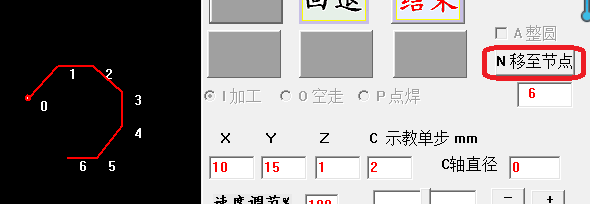
十、 示教后轨迹校正
如果示教生成的零件加工程序还有偏差,可以再点示教编程进去修正轨迹,进入后,只能点“移动至节点”,可以一点一点按顺序移动,也可以输入节点号,直接移动到节点N。移动到各节点后,再手动移动工作台到准确位置,然后再点“移动至节点”往后移动。校准后点结束就可以了。
十一、 零位偏置设置
在参数设置中可以设置零位偏置,一般将零位偏置设置在零件加工起点,回到机械零位后自动偏置到零件加工起点。
十二、 双工位编程与操作技巧
双工位或者多工位可以通过通用CNC2000程序,采用逻辑编程实现。但一些用户不会逻辑编程,所以,专门开发了一个双工位软件,双工位编程方法:
1 在电源参数中选择左工位,并设置好参数。
2 进入示教编程,编写左工位程序,取文件名并保存。
3 点文件菜单下“新建”清空文件。
4 在电源参数中选择右工位,并设置好参数。
5 进入示教编程,编写右工位程序,取文件名并保存。
双工位运行操作:
两个工位的程序都编好并保存以后,打开一次左工位程序,再打开一次右工位程序。然后,软件会读取左右工位的启动信号,分别运行左工位和右工位程序。执行左工位程序时可以提前预约右工位启动信号,执行右工位程序时可以提前预约左工位启动信号。
十三、 程序中的回零指令(G10)
有时需要在程序运行开始或者结束时回机械零位,CNC2000提供这一指令。
G10 Rn 程序运行n次后回一次零位。例:
G10 R10 程序每运行10次后回一次零位。
十四、 CCD精确定位
当工件不好采用装夹精确定位时,可以采用CCD视觉定位:直接用零件上的图像特征定位或者专门做Mark点。直接用零件上的图像特征定位时,定位精度约为0.02mm;采用专门做的Mark点定位,定位精度约为0.005mm。
如果您在激光焊接工艺方面有好的建议,请通知我们及时改进软件,满足您的工艺要求,谢谢!
本文地址:https://www.hpaw.com/baike/756.html
上一篇:激光冷水机的选购
下一篇:激光防护眼镜的安全等级及参数解释
相关推荐
随机产品
华鹏艾伟是一家专业的激光打标机配件、激光焊接机配件、激光切割机配件等激光全套配件综合解决方案品牌供应商和批发商!
地址:深圳市龙岗区南联向银路71号汇川科技园华鹏艾伟大厦A栋 TEL:0755-28990558
服务热线









